
La soudure au tig
Introduction à la soudure au TIG
Vous souhaitez acquérir les bases nécessaire à la réalisation de soudure tig de qualité, cet article décris le matériel, les réglages et les gestes nécessaires.
La soudure au Tig permet de faire des cordons soignés de qualité et sans projection.
Domaines d’utilisation
Elle est généralement utiliser pour le travail de l’inox et de l’aluminium. Il est donc fort utiliser dans le domaine de l’alimentaire, du pharmaceutique, l’industrie chimique etc. Dans le domaine de la construction on l’utilise essentiellement pour créer des éléments en inox tel que des garde-corps ou même du mobilier.
Avantages de la soudure au tig
Les cordons sont esthétique et l’absence de projections permet de ne pas abîmer les pièces (inox brossé) ou l’environnement immédiat. En effet c’est l’idéal si vous travailler à l’intérieur d’une habitation. Il n’y a pas de fumée ou d’odeur si les pièces sont propres et dégraissée. Le travail de l’aluminium est également possible, les avantages sont les mêmes (esthétique, étanchéité, propreté,…). Le travail de l’aluminium requiert cependant l’utilisation d’un courant alternatif et don d’un poste plus complexe.


Les type de poste pour la soudure TIG
Il existe essentiellement deux type de poste Tig. Les poste DC à courant continu qui conviennent parfaitement pour le travail de l’acier et de l’inox et les poste AC/DC qui conviennent pour le travail de l’aluminium.
Pour chaque poste, il y a une grande quantité de variantes possible. Voici quelques caractéristique à prendre en considération pour le choix d’un poste à souder.
L’ampérage
Il représente la puissance du poste tig, la plupart des postes portable ont un ampérage maximum de 160 à 200 ampères. Pour monter à des ampérages supérieur il faut passer sur des postes tig triphasé.
Réglage de l’ampérage
Pour la soudure de l’inox, on utilise plus ou moins une intensité de 30 ampères par mm d’épaisseur (acier et inox). Ceci est valable jusqu’a 3mm ou 4 mm d’épaisseurs. Pour de plus fortes épaisseurs, l’ampérage dépend de la résistance voulue. Comme pour les autres type de soudure, vous devez potentiellement faire des chanfreins et/ou souder en plusieurs passe pour augmenter fortement l’épaisseur de vos cordons. Le tig est généralement utiliser pour réaliser de petites soudures soignées, utiliser une semi pour réaliser les gros cordons.
Le facteur de marche
Il est important d’avoir un bon facteur de marche pour éviter que votre poste ne se mettent en surchauffe si vous travailler avec des intensités élevées. De toute façon, si vous ne disposez pas de refroidissement par eau, c’est votre torche qui sera également en surchauffe.
Options de gestion
Les postes à souder tig sont les plus technologique au niveau de la gestion de la soudure. Vous pouvez régler une multitude de paramètre pour faire le meilleur travail possible.
- Vous savez par exemple régler les rampes de courant qui servent à donner ou retirer progressivement du courant lors de la soudure.
- Vous pouvez régler le pré-gaz et le post gaz pour protéger votre pièce de l’oxydation.
- Le type de fonctionnement de la torche 2 temps ou 4 temps
- Les poste AC permettent même de régler la fréquence utilisée.
- Pédale de réglages de l’intensité
- Réglages supplémentaires de l’intensité sur la torche pour certaines marques
Il existe une foule d’autres réglages. Certaines marques sont plus avancée d’un point de vue technologique que d’autres, l’idéal est d’essayer le poste avant l’achat.
Le type de refroidissement de la torche
Il dépend essentiellement de l’utilité du poste tig. Si il faut souder à faible ou moyenne intensité de façon intermittente, le refroidissement par air est suffisant (artisanat, bâtiment, tuyauterie,…). Dans le cas de long cordons à forte intensité, le refroidissement par eau de la torche est indispensable.
Refroidissement par air
La torche se refroidi d’elle même, on ne peux donc pas l’utiliser en continu avec des intensités élevées. Si vos ne travailler que des faibles épaisseurs et que vous ne souder pas en continu, le refroidissement par air est la meilleure des solutions. Les postes sont léger et mobile, ce qui est idéal pour travailler sur chantier.
Refroidissement par eau
En plus du poste à souder, vous avez un système annexe de refroidissement par eau. Cela inclus un réservoir, un radiateur, un système de pompe,… Tout cela alourdi fortement le poste et le rend plus cher à l’achat. La torche par contre est plus petites qu’une torche sans refroidissement pour les même capacité. La soudure en continu à forte intensité est possible. Seul le facteur de marche du poste peux interrompre le travail.
Torche TIG et accessoires
La taille de torche tig
Utiliser une torche de qualité. Tout n’est en fait qu’une question d’utilisation, une torche plus grosse pourra supporter des courant plus important mais sera également moins maniable.


Longueur de torche tig
Une bonne longueur de torche (par exemple 8m) vous permet de vous déplacer sans avoir à bouger le poste et la bonbonne de gaz sans arrêt. Ici tout est encore une question d’utilisation. Si le poste restera toujours en atelier pour travailler sur de petite pièces, vous pouvez prendre une petite longueur. En conclusion, dans la plupart des cas il vaut mieux prendre une longueur plus élevée.
Composants de la torche tig
La buse et le bouchon peuvent aussi être changer en fonction des cas de figure. La buse en fonction du diamètre du tungstène ou de la soudure voulue. Il faudra changer les composants en fonction de l’accès (la buse et le capuchon), de la matière (tungstène). Pour le bouchon, plus grand il est et plus le tungstène insérer pourra être grand. Un petit bouchon peux être indispensable pour faire face à des problèmes d’encombrement.
Le diamètre des tungstène
Plus vous utiliserez des petits diamètre et plus vos soudures seront fine. Les tungstène ont une intensité d’utilisation maximale et le tungstène fond tout simplement si vous dépassez cette intensité. Par exemple, elle est aux alentours des 130 ampères pour un tungstène de 1,6mm. En utilisation normale pour les travaux sur inox, le tungstène de 1,6 est assez polyvalent. Vous pouvez souder de 35 ampères à 120 ampères. Ces ampérages vous permettent de souder tous les tubes usuels. Les autres tailles : 1mm 1,6mm 2,4mm 3,2mm
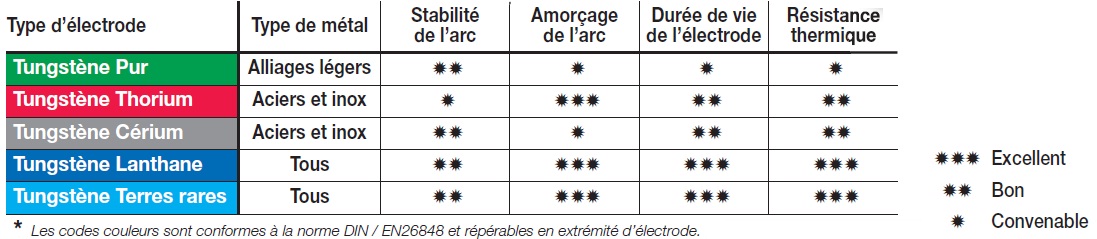
Le type de tungstène
Il existe plusieurs type de tungstène suivant le type d’alliage. Le type est à choisir en fonction de l’application (AC, DC,…)
Affutage des tungstènes
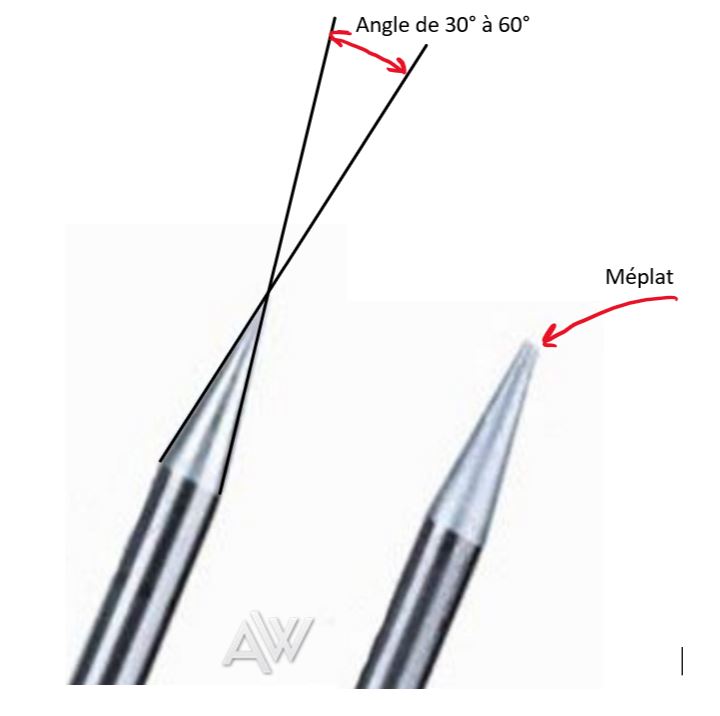
Vous devez toujours utiliser un tungstène bien affuter et en avoir de rechange pour ne pas avoir à réaffuter le même constamment. L’angle d’affutage à un impact sur la capacité de pénétration de l’arc.
L’affutage se fait dans le sens de la longueur. La pointe doit former un angle assez aigu.
Attention au fait que certains type de tungstène sont nocif pour la santé. Quand vous affuter vos tungstène, essayer de porter un maque et d’aérer le lieu de travail.
Les baguettes d’apport
Une grande variété de métal d’apport est disponible. Pour l’inox, il faut renseigner le type que vous travailler (alimentaire 316L, standard 304). Elles sont disponible en plusieurs diamètre. Certains préfère les petits diamètre car on sais mieux doser la quantité apportée, c’est l’idéal pour les petites soudures. Attention, prenez l’habitude de plier le bout jusque contre la baguettes, cela vous évitera de vous crever un oeil bêtement.
Le gaz et ses accessoires
Bonbonnes Argon
Le gaz généralement utiliser est de l’argon pur. Plusieurs type de bonbonne sont disponible sur le marché avec des type de contrats différents (en gros location ou achat). Il existe des bonbonnes avec des pressions différentes (200 ou 300 bars), cela influence l’encombrement pour un même volume. Certaines bonbonnes ont des détendeurs intégrés. Si elle ne dispose pas de détendeur, vous devez l’acheter et le monter vous-même.
Le débit de gaz
Le débit dépend essentiellement du diamètre de la buse. En règle générale, le préréglage du débit en litres/min peux être le même que le diamètre de la buse.
Technique de soudure
Préparatif pour la soudure au tig
Les préparatifs sont important. Il faut bien régler le poste, avoir les bon éléments monter sur la torche. Il faut que les pièces soit préparée. Il faut qu’elle soit propre et dégraissée. Il faut faire les ébavurage ou même chanfrein si nécessaire. Passer également un chiffon sur votre métal d’apport.
Position de la torche
On soude au tig en poussant la torche. Il faut poser la buse sur la surface. C’est pour cette raison qu’il faut choisir la bonne buse et faire dépasser le tungstène de la bonne longueur (normalement 3-5mm).
Mouvement de la torche
Ensuite il faut faire bouger la torche avec des mouvement rotatif tout en avançant.
Métal d’apport
Il faut mettre le métal d’apport suffisant pour un cordons de qualité. On l’ajoute de façon intermittente. On l’apporte donc face à la torche. La baguette reste toujours à proximité. Il arrive que l’on utilise même pas de métal d’apport. Dans ce cas, la résistance des cordons est limitée. Les pièces doivent être parfaitement bord à bord.
Oxydation
A haute température, l’inox s’oxyde et se colore d’une teinte jaune foncée à gris foncé. Une intensité adaptée ainsi qu’un débit de gaz suffisant permettent de limiter cette oxydation. Un bon soudeur laisse toujours sa baguette de métal d’apport dans le flux de gaz pour que même le métal d’apport ne s’oxyde pas.
Nettoyage des soudures
Comme dis précédemment, le métal s’oxyde quand il est porter à haute température. Le fait de protéger avec le gaz ne suffit pas complètement.
Vous devrez utiliser un acide pour enlever les traces d’oxydation, il en existe plusieurs type. Il permet de nettoyer et de passiver la pièces (lui rendre sa résistance à l’oxydation) Protéger vous correctement lors de l’utilisation de ces produits. Généralement, il faut laisser agir le produit 10-15 minutes et ensuite rincer. Rincer d’abord à faible débit pour ne pas faire d’éclaboussures contenant du produit. Ensuite rincer à grande eau.
Caractéristiques des métaux
L’inox se déforme plus que l’acier à la soudure, essayer de souder avec un relativement peu d’ampérage. Pointer bien les angles et clamer les pièces. Attention, revérifier bien vos angles.
L’aluminium est plus conducteur de chaleur que l’acier, il ne deviens pas rouge lorsqu’il est porté à haute température.
Conclusion
La soudure tig est la plus complexe et elle demandant le plus haut niveau de dextérité. Vous en savez maintenant assez pour faire un travail correct. La capacité à réaliser une belle soudure n’est qu’une parties des compétences requises pour réaliser une belle pièces mécano-soudée.
Si vous voulez en savoir plus sur le travail des métaux (coupe, forage, abrasifs,…), voici un tutoriel sur les assemblages mécano-soudé
Vous pouvez en apprendre beaucoup plus sur des site dédié à la soudure tel que https://www.rocdacier.com/ ou https://www.soudeurs.com/



{kind=link}