

Introduction à la soudure à l’arc
Vous souhaitez acquérir les compétences relative à la soudure à l’arc. Cet article a été rédiger par une personne du métier. Il vous permettra d’acquérir les compétences en vous fournissant les informations que vous ne trouverez pas ailleurs. En construction, on a besoin essentiellement de la soudure à l’arc pour souder les poutrelles, les supports de parement,faires les ferronneries décorative,… Vous devez donc être sûr que le travail est correctement fait. Nous allons décrire tous les détails et techniques nécessaires ci-dessous.
Pourquoi la soudure à l’arc
- Les postes à souder sont relativement bon marché et ne nécessite pas de gaz.
- Une grande variété de baguettes de soudure est disponible et vous permettent de faire pas mal d’application.
- Facilité à intervertir les types de baguettes.
- La soudure à l’arc est la soudure de chantier par excellence car les postes monophasés sont léger et efficace.
- l’arc ne craint pas trop le vent au contraire des postes semi-automatique et tig qui ont besoin d’un gaz protecteur sortant de la buse. Lorsqu’il y a du vent, il est impossible de souder.
- C’est la technique la plus ancienne et la plus polyvalente pour souder de l’acier.

Habit de protection pour la soudure à l’arc
Veillez à utiliser les protections adéquates pour souder. Lors de la soudure à l’arc, on a de petites projection de métal en fusion, une lumière intense qui peux vous brûler la peau et les yeux. Un autre risque est que la pièces deviens brûlante. Une coulée de métal en fusion peux survenir lorsque vous souder dans une mauvaise position ou lorsque vous chauffer trop la pièce.
Deux grands principe
- Vous devez vous couvrir de la tête au pied, fermer les boutons supérieurs de votre veste
- Vêtement et chaussure non synthétique, coton et cuir.
En détail
- Utiliser une veste en coton ou cuir qui protège bien votre cou, le coton est plus agréable et lavable
- des gants en cuir haut qui couvre bien le dessus des mains
- Vous devez avoir un bon casque de soudure, je les décris dans l’article.
- Il vous faut un pantalon ample en jeans, en coton ou en cuir (éviter surtout les matières synthétique qui peuvent fondre). Je dis ample pour que quand une pièces chaude se trouve en contact avec votre pantalon, il ne communique par directement la chaleur à votre peau.
- Des chaussures de sécurité en cuir (si possible spécial soudeur sans lacets). Il faut donc faire attention ou l’on place ses pieds, surtout quand vous souder en position haute.
Si vous prenez de bonnes disposition, il y a peu de risque à pratiquer la soudure à l’arc.
Conseil de sécurité pour la soudure à l’arc
Prenez toujours une bonne position par rapport à la soudure. Une bonne position vous évitera des brulures et augmentera la qualité du travail. La position tant de la pièces, de vous, de vos pieds,… Regarder à ce qu’il n’y ai rien d’inflammable à proximité, surtout dans le sens des projections que ce soit des projections de soudures ou de meulage.
Attention aux vitres , aux corosseries,aux châssis PVC, les projections les endommage définitivement et celles-ci vont généralement plus loin que ce que l’on pense.
Casque automatique pour la soudure à l’arc
Temps de réaction
Eviter les casques automatique trop bon marché, regarder bien a avoir un temps de réaction de l’écran minimum. En effet si vous souder plusieurs heures, le casque va commuter un grand nombre de fois. A chque commutation, sans le savoir, vous regarder l’arc en direct pendant quelques millisecondes. Si vous exécuter un grand nombre de points et donc de commutation, vous aurez regrder l’arc en direct plusieurs secondes. Vous risquer donc d’avoir une migraine, des problèmes au yeux et votre vue peux même à terme en être affecter.
Sensibilité
Si vous voulez un casque qui puisse vous servir pour la soudure tig, regarder à ce que les capteurs soit suffisamment sensible. La soudure tig fait moins de lumière et certains casque automatique ne commute pas. Si vous ne voulez pas mettre le prix pour un casque automatique, acheter un casque dis flip flap.
Nombres de capteur: Généralement, plus le nombres de capteur est important, meilleur est la sensibilité du casque. Deux peuvent suffire, mais il arrive qu’un obstacle en partie haute empêche la lumière d’arriver au capteurs et que celui-ci ne commute pas. En effet, votre ouverture de vision est située en dessous des capteurs.
Casque traditionnel
Le casque traditionnel peux très bien faire l’affaire pour ceux qui pratique la soudure à l’arc de façon occasionnelle.

Casque de soudure flip-flap
C’est un casque traditionnel avec une petite visière relevable, il vous permet soit de souder ou de meuler en toutes sécurité ( plus qu’avec des lunettes de sécurité). Si vous avez des lunettes de correction c’est un achat essentiel car il vous permet de les garder en toutes circonstances. En voici un exemple avec une large visière. C’est très pratique car il vous permet de ne pas changer sans arrêt de casque.
Le diamètres des baguettes
Vous aurez surtout besoin de diamètres de baguette de 2,5 mm pour soudeur des aciers fin de 2mm ou 3mm. Pour des épaisseurs supérieure utilisez des baguettes de 3,2mm. Le diamètre représente celui de l’âme de l’électrode. Les plus petites baguettes de 1,6mm sont utiliser pour les aciers les plus fins. Dans l’idéal la soudure semi automatique avec un fil de 0,6mm ou de 0,8 mm ou encore celle au tig est plus préconisée pour les fines épaisseurs. Les baguettes ayant un diamètre de 4 mm sont généralement utilisée avec un poste triphasés.
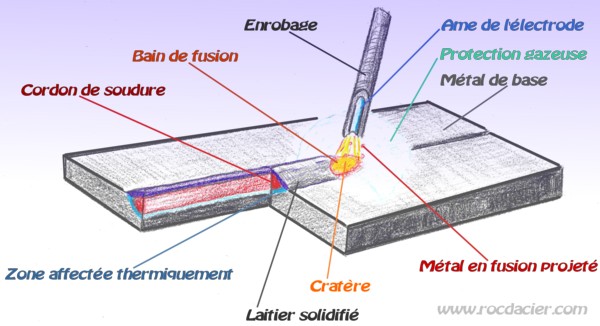
Les types de baguettes
Une baguette à souder est composée de l’âme qui constitue le métal d’apport. Le métal d’apport est entourer d’un l’enrobage qui lors de la fusion va protéger le métal de l’oxydation qui est très forte à haute température. On reconnait souvent les baguettes à la couleur de l’enrobage. Les baguettes pour l’aluminium sont généralement bleues et celles pour la fonte sont noires. Celle pour l’aciers sont généralement de teinte grise.
Les baguettes rutile
Ce sont les baguettes usuels les plus utilisées. Elles sont idéales pour souder à plat et dans les angles. Elles sont généralement assez bon marché. Elle sont utilisable dans toutes les positions mais pour les soudures mal placées je lui préfère la baguette basique qui adhère mieux à la surface et à une meilleure qualité de laitier.
Les baguettes basique
Pour souder des montantes ou dans des endroits difficiles, utilisé plutôt des baguettes basique, ces baguettes doivent rester bien sèches et son difficile à amorcer mais les soudures sont bien plus facile et le laitier se détache plus facilement. la baguette basique et surtout dur à amorcer car le bout de la baguette après refroidissement ne permet plus un contact direct car l’enrobage de l’électrode empêche un contact direct avec l’acier. Il faut donc prendre le réflexe dés que l’arc à été interrompu de taper le bout de la baguette sur un bout de bois car la baguette est encore chaude et cela permet de remettre l’acier de la baguette bien à fleur du bout de celle-ci.
les baguettes à l’inox
Elles peuvent également être utilisée sur de l’acier standard, elles sont bien plus lisse et plus esthétique. Elles sont plus facile pour faire des réparations sur de galvanisé. Le fini des soudure est supérieur. Leur prix est nettement supérieur aux rutiles.
Les baguettes fonte
Très cher et de couleur noire, elles doivent être utilisée avec peu d’ampérage. Les pièces à souder doivent être chauffée et refroidie de manière uniforme pour éviter les fissures. Les pièces doivent être bien préparée.
Les baguettes aluminium
Elle permettent de petits travaux ou réparation, elles sont très difficile d’utilisation et l’aluminium ne deviens par rouge comme l’acier avant de fondre. Elle ne se conservent pas une fois l’emballage ouvert, l’humidité les dégrade très rapidement. En fait pour réaliser les soudure sur l’aluminium on utilise plutôt un poste semi AC adapté ou un poste tig AC. Les postes tig valable coute très cher et le débit de soudure et limiter (mais le travail est top). Pour ma part j’utilise un poste semi triphasé avec fil adapté (alu 1,2), torche avec embout adapté, gaine baisse friction et gaz Argon pur. Pour l’aluminium, il faut poncer toutes les surfaces pour enlever la couche d’oxyde d’aluminium qui empêche la soudure. On voit clairement la différence de teinte entre les deux couches.
Baguettes corten
Vous devez utiliser ces baguettes pour souder le corten. Le métal d’apport à la même résistance à la corrosion que le corten. L’allige de composition permet une corrsion uniquement en surface.
Baguettes spéciale
Il existe un grand nombres d’autres type de baguettes. La baguette haute teneur en carbone pour recharger les pointes de dents dans le secteur agricole, génie civil. Il existe des baguettes pour acier réfractaire et résistant à de haute température. Il existe même des baguettes pour couper et percer. Finalement il existe des baguettes de chauffe qui ne dépose pas de métal. Elles permettent de chauffer une petite pièces en métal.
Branchements
Dans un poste à courant continu, les branchements varient en fonction des applications et du type de baguette regardez bien sur l’emballage des électrodes.
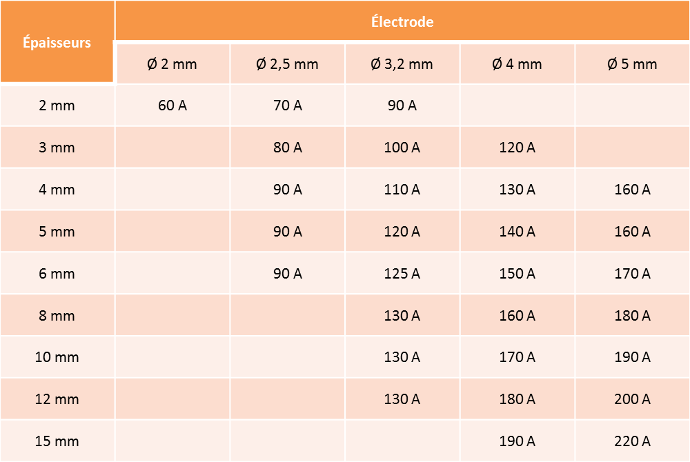
Ampérage
La plage est signalée sur la paquet, généralement plus l’épaisseur est importante et plus l’ampérage doit être important. Vous pouvez monter légèrement au maximum si vous souder de fortes épaisseurs mais ils ne sert à rien de dépasser trop ces chiffres car la baguette deviendra rouge et fondra sans souder réellement. Si vous dépassez l’ampérage recommander et que vous utiliser la baguette d’un seul trait, la baguette va avoir tendance à se décomposée plus vite sur la fin.
La position de soudure
L’ampérage dépend également de la position de la soudure. Pour les soudures verticale, on met moins de courant. Avec un diamètre 3,2 mm, on met généralement 85-90 ampères en vertical.
Choix du poste à souder
Pour le choix du poste à souder, le mieux est d’acheter un poste à courant continu avec un courant minimum de 160 ampères. et ceci pour les cycles de fonctionnement (expliquer plus bas). Il est également possible d’acheter un poste à courant alternatif mais ils sont plus lourd, plus difficile à utiliser et demande plus de courant. En fait les postes à courant continu sont idéal pour le chantier et les poste standard plus lourd peuvent convenir si ils restent à l’atelier.
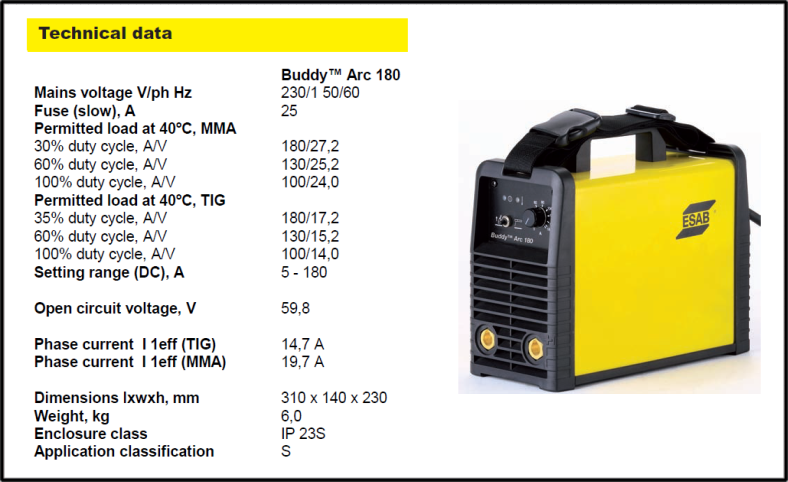
Pou ma part j’ai acheter le poste ci dessus il y a plusieurs années et j’en suis très content. Théoriquement il peux demander plus que les 16 ampères d’un circuit électrique normal mais je n’utilise jamais 180 ampères.
Cycle de travail d’un poste à souder
C’est sa capacité à souder à un certain ampérage sans surchauffer. Ici le Buddy arc 180 est capable de souder à 130 ampères 60% du temps lorsqu’il faut 40 degrés, ce qui est plus que suffisant car on ne soude jamais 100% du temps. Eviter le cycle de fonctionnement aux alentours de 30% lorsque vous souder des baguettes de 3,2 (120 Ampères). Lorsque les facteurs de marche sont trop faibles , votre poste se met en sécurité et vous ne savez plus travailler avec tant qu’il n’a pas refroidi.
Les bases d’une bonne soudure
Préparer
Nettoyer bien les endroits où vous allez souder en meulant légèrement à l’aide d’un disque à lamelle. c’est encore plus utile dans le cas de forte épaisseurs ou de vieux acier car la couche de rouille ou de calamine peux empêcher une bonne soudure. Enlever la couleur antirouille présente sur les poutrelle prétraitée. Essayer de préparer votre travail un maximum, surtout sur du galvanisé. Faite des chanfreins sur les fortes épaisseurs pour augmenter l’épaisseur finale de la soudure. Le chanfrein est indispensable si vous devez meuler la soudure par la suite.
Souder
Si vous savez facilement déplacer la pièces, placer là de manière à être bien positionner. Eviter des faire des cordons verticaux si vous savez les faire à plat. Maintenez les pièces en place avec des serre-joints ou pinces de soudeur. Pointer les pièces et vérifier à nouveau les cotes et les angles. Si tout est toujours correct, vous pouvez faire les cordons.


Nettoyer
Après la soudure, nettoyer votre laitier à l’aide d’un petit marteau adapter. Dans le cas d’une bonne soudure le laitier dois se détacher facilement sans laisser d’inclusion dans la matière. Dans le cas de soudure sur forte épaisseurs, votre laitier doit même se détacher tout seul en se décollant de l’acier.
longueur d’arc
Le tout est d’avoir une longueur d’arc de plus ou moins 4 mm entre le bain et l’électrode.
Vous devez voir si le bain fusionne bien régulièrement sur les deux parties à souder. Sur de petites épaisseurs vous devez reculer de manière régulière et rectiligne. Sur de forte épaisseur vous devez effectuer un cordon plus large et vous devez donc bouger en va et viens pour avoir une largeur de soudure plus importantes. Vous devez faire plusieurs cordons l’un sur l’autres pour les fortes épaisseurs.
Adhérence du bain
Regarder à ce que le bain adhère à une pièces et déplacer vous vers l’autre pièces et ainsi de suite. C’est la technique gagnante pour faire des cordons verticaux solide.
Régularité des déplacements
La régularité du geste est également très importantes, elle vous donnera un cordon régulier et esthétique.
Pour tous les types de soudure, la préparation du matériel et des pièces est la chose la plus importante. Si vous faite de mauvaises soudure, la tenue mécanique et l’esthétique seront mauvaises. Faite des geste lent et régulier.
Soudure verticale
Vous devez limiter le courant par exemple pour une 3,2 mm à 90 ampères. Il faut amorcer l’arc sur une pièces et s’assurer que le métal d’apport adhère bien à une pièces. Ensuite il faut se déplacer doucement latéralement jusque l’autre pièces. Faite des aller-retour régulier en montant graduellement. Il faut du temps pour réaliser cette soudure, ne soyez pas presser. Si elle est bien réussie, il n’y a pas de trou ni d’inclusion de laitier dans le cordons. Le laitier se décroche très facilement.
Soudure à plat et en Angle
Séchage des baguettes
Idéalement, un professionnel dispose d’une étuve pour certaines baguettes. Elle les chauffe et les maintiennent au sec, vu le prix d’une étuve la plupart des utilisateurs occasionnels n’en achète pas. Privilégier donc l’achat des baguettes basique en petit conditionnement vac pack (conditionnement étanche où les baguettes sont au sec).
Si vos électrodes sont humide, la soudure sera de mauvaise qualité.
Il restera des petits trous dans le cordon. Vous devez donc sécher vos baguettes en les stockant dans un endroit plus sec. Si elles sont humide, placer les sur votre radiateur le jour avant. Si vous devez utiliser immédiatement les baguettes, vous pouvez toujours faire contact avec la pièces et laisser le courant traverser la baguette, celle-ci va chauffer et l’humidité de la baguette va partir.
C’est une solution de dépannage lorsque l’on a pas le choix, pour certaines baguettes, l’enrobage peut éclater en petit morceaux donc garder absolument votre casque et vos protections.
Tig lift
Les postes à l’arc à courant continu permettent également d’adapter une torche TIG au gratter, ce n’est pas une solution idéale mais cela permet éventuellement de faire de petits travaux et réparation sur des aciers standard et acier inoxydable.
Pour cela vous devez acheter une torche TIG avec valve ainsi qu’une bouteille d’argon pur. celle-ci a un coût important à peu près égal à celui du poste à souder. Le tg lift à beaucoup d’inconvénients par rapport au tig. Tout les réglages sont manuel et le tungstène se dégrade vite car vous devez le mettre en contact avec la pièce.
Si vous voulez en savoir plus sur la soudure tig, vous pouvez lire l’article sur la soudure tig
La capacité à souder correctement n’est qu’une partie des compétences à avoir pour faire de bons assemblages mécano soudé. Il faut également connaitre les type d’abrasifs, les outils de coupe et bien d’autres choses. Si vous voulez en savoir plus, vous pouvez lire l’article sur sur les techniques d’assemblage en soudure



{kind=link}